以下是:弯管中频弯管出货快的产品参数
| 产品参数 |
|---|
| 产品价格 | 100/吨 |
|---|
| 发货期限 | 5 |
|---|
| 供货总量 | 40 |
|---|
| 运费说明 | 协商 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 1 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 航萧管件 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 按图纸加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 产品重量 | 10 |
|---|
| 适用领域 | 锅炉,桥梁,体育场 |
|---|
| 工作温度 | 10 |
|---|
广东省,佛山市,三水区 三水区位于广东省中部、珠江三角洲西北端、佛山市西北部。因西江、北江、绥江3江在境内汇流而得名。总面积827.69平方千米。截至2021年10月,三水区下辖2个街道、5个镇。2021年,三水区常住人口80.92万人,户籍总人口47.91万人。
想要一睹弯管中频弯管出货快产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
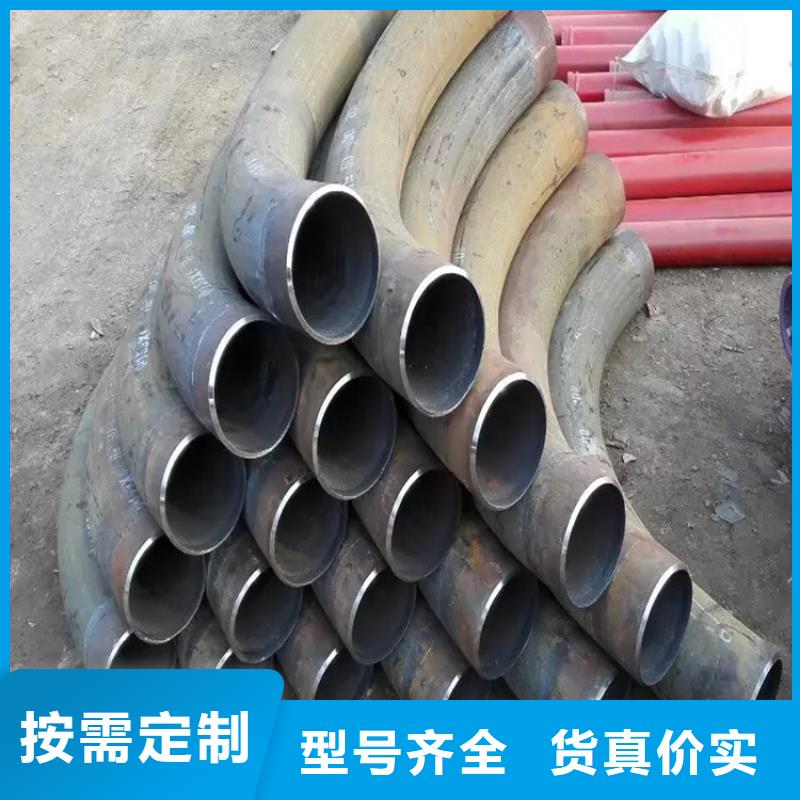
以下是:弯管中频弯管出货快的图文介绍


全自动弯管机的工作效能可以带来的好处 现阶段电机与全自动弯管机上的液压泵中间的连接早已不用借助法兰盘来连接了,根据这一个小改变,不只是在成本费上的消耗更加节省,电机和汽油泵中间的传动配置也更为畅顺,并且噪声也有了挺大的改进,由于取消了连接轴、汽油泵轴连接电机的主轴轴承,这样不只是了效率,并且也扩大了扭矩,促使液压弯管机和全自动弯管机及液压机切管机等液压机管件加工车床总体的一个。 应用过全自动弯管机机器的用户多多少少都对弯管机及液压特性有些掌握,在弯管机的生产过程中,对弯管机上夹紧配置继电器需要多装一个保压阀来把控,这样做的目的实际上就是方便减少用户的投入资金,在弯管机众多系列产品中,很多用户因为需要控制成本,一般选购的型号也就只是刚刚好能够符合自身产品的生产范畴。 而大家为了促使弯管机应用的更为顺畅,在对弯管机夹持上加装保压阀实际上就是来降低弯管机因为生产超载产品的时候,弯头出现跑偏及在弯折不锈钢管件的时候由于跑偏而左右弯管的加工品质的。 那以上就是这次和大家分享的内容了,全自动弯管机的工作效能确实是可以改进液压传动系统自然环境的。



航萧管件有限公司创造新的 佛山三水H型钢拉弯厂家,但从来没有模仿。公司得发展不能没有客户的支持。站在新的起点,我们将回报以更受欢迎的 佛山三水H型钢拉弯厂家产品,优良的品质和良好的服务给予我们的客户,欢迎各界商友洽谈合作。本厂提供 佛山三水H型钢拉弯厂家产品开发,来样来图定做,承接各类订单,欢迎咨询。



全自动弯管机应用防皱模有哪些关键点? 在全自动弯管机运用的是直径很大的水管、而弯曲半径较为小、厚壁又薄的时候,应运用防皱模与球芯棒。 水管弯折的情况下,其轴线里侧的原材料被缩小,当弯折至指定的视角,因为原材料缩小力大,会让原材料被推回来,并超出切点,假如这个地方的壁厚没有被弯模支撑,便会产生皱褶。就算后面在芯轴与弯模铺平,皱褶还是会存在,且在弯折完后,管上面也会出现一个大的皱褶。 应用防皱模,能够这个地方的支撑力度,让壁厚在缩小后匀称变厚,几乎不会皱褶。但因为调节不善,在已成皱褶后,防皱模还是不能够去掉褶皱。 防皱模的外形十分关键。水管拖动经过的槽应该稍微比管的直径大一点,可以是壁厚的10%,还要打磨光滑,以防止出现刮伤。 防皱模的前边应该特别薄,拉至弯模的切点处,用弯模来支撑,并多方面加固,营造一个封闭腔,好降低弯折时的摩擦阻力,防皱模在安装的时候,应略微一个不大的锥度。压膜的工作压力应调节得适度。安装与调节防皱模的时候,尽可能应用“调节芯棒”,在夹模夹紧的状况下来做。 在弯折的过程中,防皱模应该涂上适当的一层油,不过太多或是太稠的油还是会在这个地方出现皱褶,所以就要把握好这个量。 那以上就是全自动弯管机在应用防皱模的几个关键点了,大家可以了解一下!



弯管机弯制原理 弯管机进行弯管的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时, 中性层外侧管壁受拉应力盯l作用,管壁变薄;中性层内侧管壁受拉应力仃1作用,管壁变厚。而且横截面的形状由于受合力 F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 弯管的变形程度,取决于相对弯曲半径R囝和相对厚度t/D数值的大小、R巾和t/D值越小,表示变形程度越大。为保证管 件成形质量,必须控制变形程度在许可范围内,弯管弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的 使用要求。管件的成形极限应包含以下几个内容: (1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂; (2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱; (3)如果管件有椭圆度的要求时,控制其断面产生畸变; (4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。